中信重工大型磨機齒輪驅動的應用與開發(fā)
發(fā)布時間: 2017/2/15 13:40:33
中信重工大型磨機齒輪驅動的應用與開發(fā)

隨著世界能源的日益緊缺,為提高能源的有效利用率,磨機的規(guī)格日益向大型化方向發(fā)展,為解決大功率驅動的問題,出現(xiàn)了環(huán)形電動機驅動和雙小齒輪驅動的大型磨機。近幾年,齒輪加工技術的變革和雙驅電動機技術的發(fā)展加速了磨機大型化的進程,與環(huán)形電動機相比,相對簡單可靠的雙驅電動機控制技術可確保 2 組小齒輪不均載系數(shù)小于 2%,也使得雙小齒輪驅動的大型齒輪傳動系統(tǒng)在大型磨機上得到成功應用。目前,由中信重工機械股份有限公司 (簡稱中信重工) 設計制造并投入運轉的雙小齒輪驅動的大型礦用磨機主要包括:2012年8月投產的中國黃金公司烏山二期 Φ11.0 m×5.4 m、2×6 343 kW 雙驅半自磨機和Φ7.9 m×13.6 m、2×8 500 kW 雙驅球磨機,2010 年 12 月投產的中國江西銅業(yè)德興銅礦Φ10.37 m×5.19 m、2×5 586 kW 雙驅半自磨機和 Φ7.32 m×10.68 m、2×5 586 kW 雙驅球磨機。
中信重工擴大了制造大型礦用磨機的生產能力,尤其是大型磨機齒輪的制造能力,目前擁有 8~10 條平行生產線。單件澆鑄能力可達 600 t,18 500 t 油壓機已于 2010 年正式投產,有能力鍛造 400 t 單件鑄件。擁有 2 臺 Φ16 m CNC 滾齒機,能夠制造直徑 16 m 以下,模數(shù)可達 45 的大型齒輪,為大型齒輪的制造提供了有力保障,為大型礦用磨機齒輪驅動的選擇奠定了基礎。
1?中信重工正在運行的項目介紹
1.1SINO 鐵礦項目
SINO 鐵礦項目位于西澳大利亞 Pilbara 地區(qū) Karratha 西南部的 Cape Preston,是澳大利亞最大的在建磁鐵礦開采與加工項目,該磁鐵礦為亞氧化鐵 (Fe3O4)。因其比傳統(tǒng)材料擁有更高的含量鐵 (近 67%)和更低的雜質含量,SION 鐵礦的磁鐵精礦是煉鋼的優(yōu)等材料。投產后,該項目年處理礦石量將超過 80 Mt。礦石經大型旋回破碎機破碎,隨后進入由中信重工提供的 Φ12.2 m×11.0 m 自磨機進行磨礦作業(yè),然后進入由中信重工提供的 Φ7.9 m×13.6 m 球磨機 2 次研磨至最終產品 (接近 28 μm)。該項目共有 6 條磨機生產線,目前第一、二條生產線已投入運行。
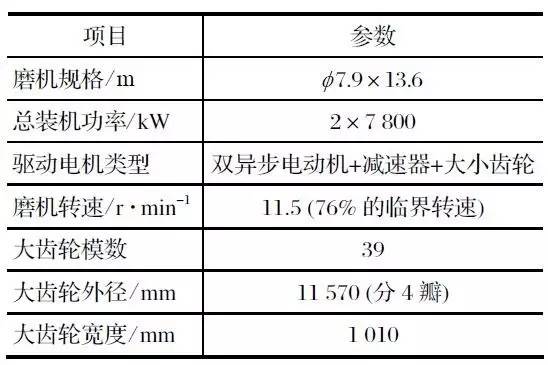
該項目中配置的 Φ7.9 m×13.6 m 溢流型球磨機采用的是雙驅齒輪驅動系統(tǒng),其主要參數(shù)如表 1 所列。
表1 Φ7.9 m×13.6 m球磨機傳動主要參數(shù)
1.2?江西銅業(yè)德興銅礦項目
江西銅業(yè)德興銅礦大山選礦廠原設計生產規(guī)模6 萬 t/d,2010 年投入運行的 2.25 萬 t/d 磨礦系統(tǒng)是其擴能改造項目,系統(tǒng)采用半自磨+球磨+頑石破碎的 SABC 流程,半自磨機選1 臺 Φ10.37×5.19 m,采用雙同步電動機+開式齒輪驅動;球磨機選用 1 臺 Φ7.32×10.68 m 溢流型球磨機,采用雙同步電動機+開式齒輪驅動。
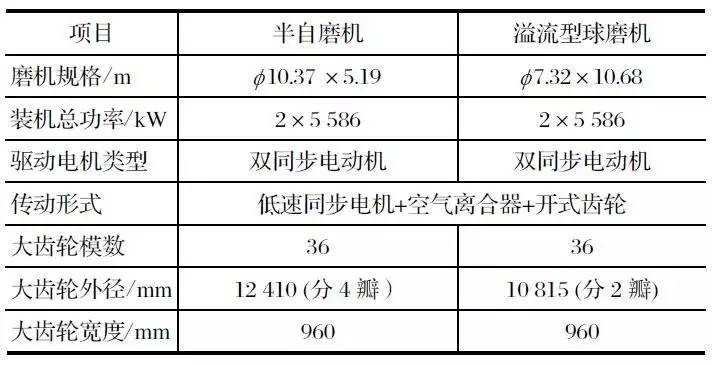
該項目是中信重工設計制造的雙驅溢流型球磨機和雙驅半自磨機,2010 年 12 月 2 臺磨機正式投產,其傳動部分主要參數(shù)如表 2 所列。
表2 江銅德興項目半自磨機 / 球磨機傳動部主要參數(shù)
1.3?中國黃金內蒙古烏山二期項目
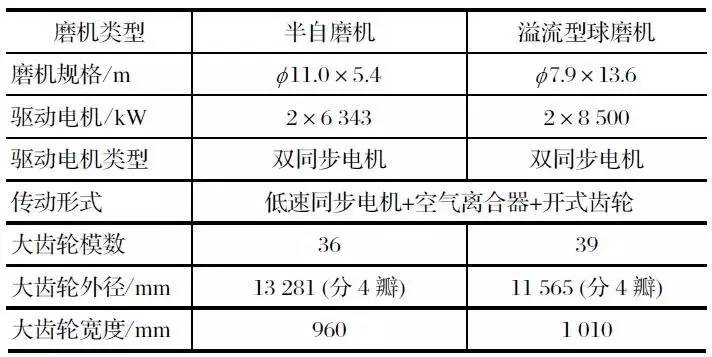
中國黃金集團內蒙古礦業(yè)有限公司開發(fā)建設的烏山銅鉬礦項目,二期選礦規(guī)模為一個系列 3.5 萬 t/d,采用 SABC (半自磨+球磨機+頑石破碎機) 工藝,礦石為斑巖型銅鉬礦。該項目是中信重工目前設計、制造、配置最先進、規(guī)格最大的雙驅溢流型球磨機和雙驅半自磨機,2012 年 8 月 2 臺磨機正式投產,其傳動部分主要參數(shù)如表 3 所示。
表3 烏山二期項目半自磨機 / 球磨機傳動部主要參數(shù)
2?中信重工的齒輪制造能力
2.1?齒輪加工裝備
中信重工是中國最大的礦山機械制造企業(yè),齒輪加工有關的主要機床有:重型Φ12m、Φ16m立車;Φ5m、Φ8m、Φ10m 和 Φ16 m 滾齒機,Φ12m梳齒機,以及Φ2.8m 和Φ5.0m磨齒機群;重型Φ6 m×18 m 臥車;大型熱處理爐以及滲碳爐;熱加工具有 80 t 電爐,18 500 t 油壓機組、8 400 t 水壓機組以及 3 000 t 水壓機組,具有 600 t 大型鑄件和 400 t 大型鍛件能力。中信重工是中國中南地區(qū)熱處理中心和鑄鍛中心、低速重載齒輪加工中心。
2.2?齒輪制造
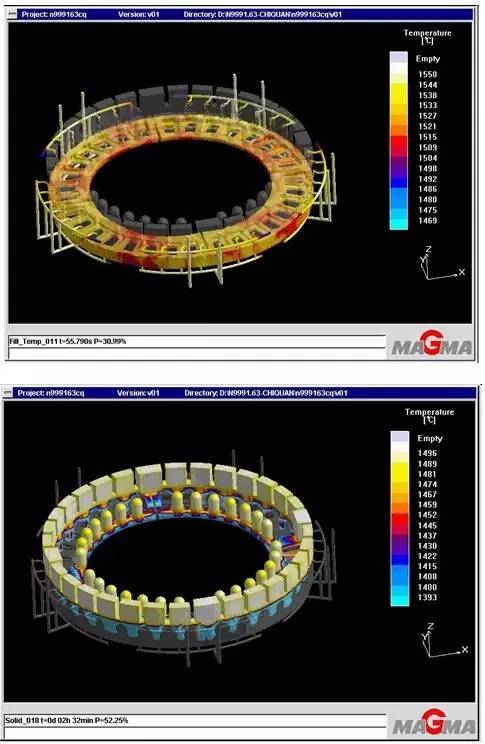
圖1 鑄造模擬軟件
中信重工最先使用 MAGMA 軟件 (見圖 1) 進行大齒輪鑄件分析,主要目的是優(yōu)化澆鑄和凝固過程,減少鑄件的缺陷。澆注冒口采用環(huán)形冒口,利用此方法需要實際金屬澆注鋼水量是環(huán)形齒輪凈重的 2.5 倍。SINO 鐵礦球磨機大齒輪采用多鋼包澆注,該齒輪外徑為 11.7 m,凈質量為 118 t,鋼水質量為 375 t。整個環(huán)形齒輪整件澆注,即使被分成 4 等分或更多,該澆注方式也能保證整個齒輪擁有相同的化學性能,并在熱處理時提供均勻的硬度。中信重工一次可提供最大鋼水質量為 900 t,能夠制造齒輪最終鑄件凈質量達 250 t。中信重工已投入使用 Φ22 m 重型立車,最大車削直徑可達 Φ22 m,最大加工工件高度為 8 m,最大工件質量可達 500 t,為大型齒輪的制造提供了有力保障。
制造均采用先進的加工制造工藝,小齒輪與齒輪軸采用整體結構鍛造,鍛造采用中信重工自制鋼錠,鋼錠澆鑄的鋼水采用電弧冶煉、鋼包精煉、真空脫氣與真空澆鑄。鍛造采用 ASTM 標準,利用超聲波探傷檢查鍛件,加工完成后對小齒輪進行齒廓修形,保證實際應用時承載的均勻性和接觸應力的下降。
澆注鋼水采用電弧冶煉、鋼包精煉和氬氣保護澆鑄,采用全環(huán)形冒口技術,同時應用模擬程序以確定合適的凝固過程,確定澆口、斜度、冒口的合適尺寸,改善鑄造質量,減少缺陷和降低成本。大齒輪在高精度的數(shù)控熱處理爐進行退火或正火,可以保證爐內均勻升溫、保溫、冷卻。采用優(yōu)質合金鋼和先進的熱處理工藝,以達到設計規(guī)定的硬度要求;齒輪加工過程中隨著余量的切除,工件內部會釋放應力。可安排多次拆開把合工序,以消除應力影響。在齒輪全部加工完成后,進行拆開把合試驗,以確保各瓣齒輪 (圈) 的重復聯(lián)接精度。

圖2 大齒輪多鋼包澆注

圖3 22m 重型立車
2.3?中信重工齒輪的結構特點
齒輪為斜齒,與直齒相比,具有承載能力高、運行平穩(wěn)、噪聲小的特點。大齒輪為 2 瓣 (或 4 瓣、6 瓣) 剖分式結構,齒幅根據傳遞功率可采用 T 形或Y 形結構,保證齒輪良好的剛度。大齒輪法蘭 2 面加工,均可與筒體法蘭相配合。
小齒輪與軸為整體鍛造結構,軸兩端對稱設計,可滿足調頭反面使用。
3?傳動方式的選擇
單驅定速齒輪傳動由于其設計簡單,設備初期投資和運轉成本低,在中小型磨機上得到了廣泛的應用。隨著磨機大型化的發(fā)展,雙小齒輪驅動和環(huán)形電動機的傳動方式得到了成功應用。
環(huán)形電動機的優(yōu)點是:磨機尺寸不受限制,其功率只與電動機設計能力有關,可以調速,沒有雙電動機驅動的載荷分配問題。其缺點有:電動機和控制部分的初期安裝費用高,電動機控制要求的環(huán)境較高,備件較多,在轉子和定子之間采用復雜的水和空氣密封裝置,需要專業(yè)的維護團隊,在相同條件下襯板螺栓安裝困難等。
齒輪傳動的磨機優(yōu)點有:初期投資比環(huán)形電動機傳動系統(tǒng)低,備件少;設備運行可靠性高;能夠提供功率達 23 MW,在齒輪設計時可行;用一般人員即可進行維護;比無齒輪安裝簡單,價格便宜;慢速驅動及抱閘系統(tǒng)簡單和價廉。但其缺點有:如需變速驅動其成本節(jié)省相對要減小,需要配置輔傳系統(tǒng),需要有安全可靠的液壓系統(tǒng)來保證。
在現(xiàn)有的技術基礎上,齒輪傳動的可靠性是毋庸置疑的,其價格優(yōu)于無齒輪驅動。
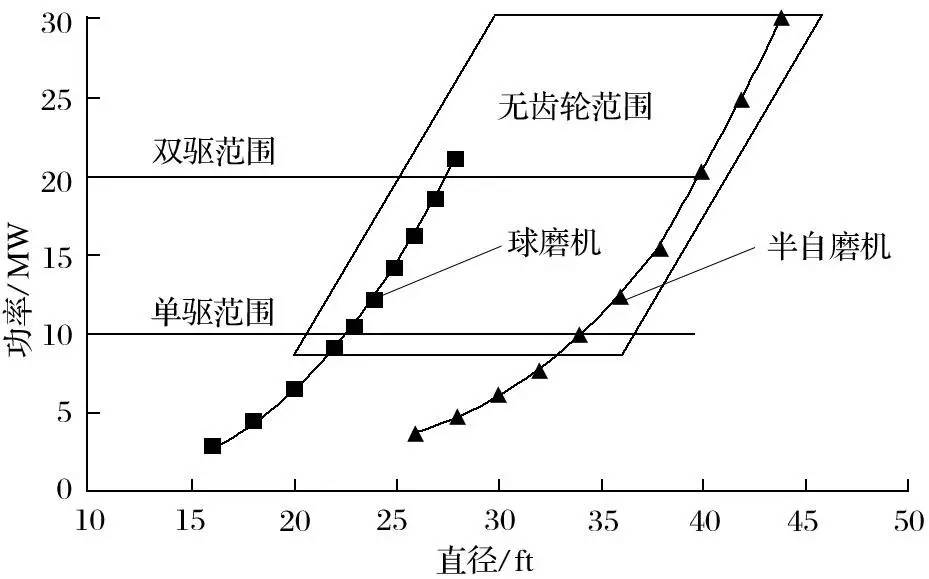
圖4 裝機功率與磨機直徑(2003年)
圖 4 為國際上認可的關于磨機功率與磨機直徑的曲線圖 (2003 年發(fā)布)。圖中可以看出,如需采用齒輪傳動,磨機的最大功率限制在 20 MW。近幾年,隨著齒輪設計水平和加工技術的飛速發(fā)展,尤其是大型裝備 16 m 滾齒機投入使用,此曲線已經在中信重工得到了更新。新的曲線如圖 5 所示,其中 17 MW 齒輪傳動礦用磨機已經投產,23 MW 齒輪傳動已經具備設計制造條件。
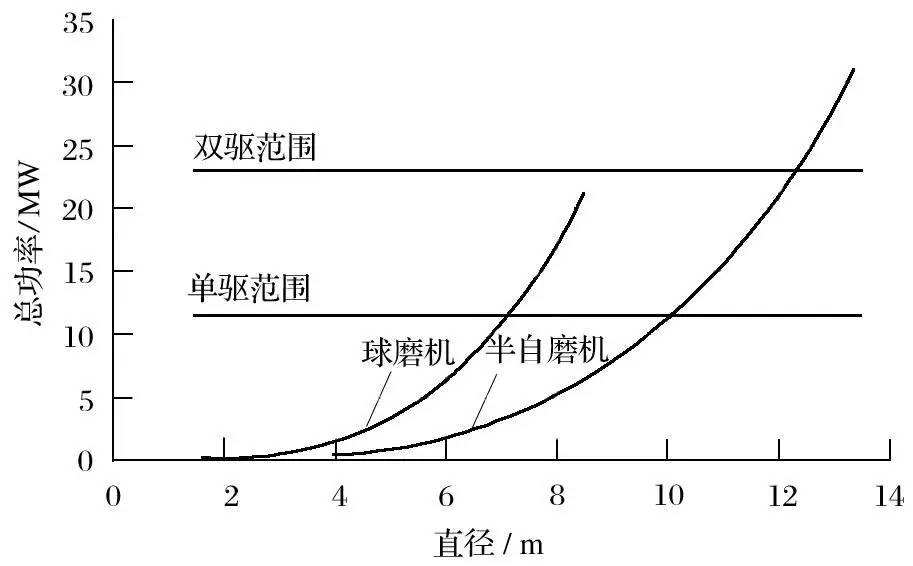
圖5 裝機功率與磨機直徑
4?大型磨機齒輪驅動的研發(fā)和展望
4.1?磨機大齒輪和小齒輪的設計
基于 50 多年的鑄造、熱處理、機加工、齒輪制造以及設備運行反饋經驗,中信重工研發(fā)了滿足不同齒輪所需設計強度和硬度要求的、3 種不同鉻、鎳和鉬成分含量的大齒輪鑄造材料,綜合考慮材料性能、模數(shù)、壓力角和螺旋角、齒寬、齒面接觸壓力、以及軸向力等因素,對磨機大齒輪進行最優(yōu)設計。對于磨機傳動裝置,選用 25°壓力角比選用 20°壓力角的磨機能力提高約 10%。螺旋角也限制在 7.5°以內,以保持對軸向力的控制。因同樣直徑的斜齒輪傳動比直齒輪傳動重合度系數(shù)大,彎曲強度和接觸強度得到很大提高,傳動平穩(wěn)、噪聲小,壽命長,大型磨機驅動裝置不選用直齒輪。根據多年磨機齒輪設計經驗,總結出如圖 6 所示的磨機大齒輪齒輪模數(shù)與裝機功率的關系;磨機大齒輪直徑與裝機功率的關系如圖 7~8 所示。
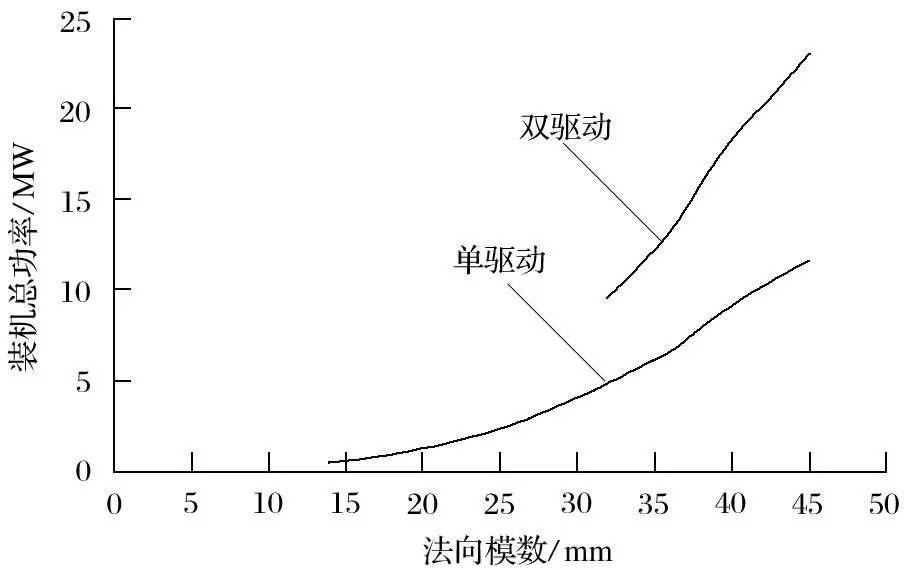
圖6大齒輪法向模數(shù)和裝機功率
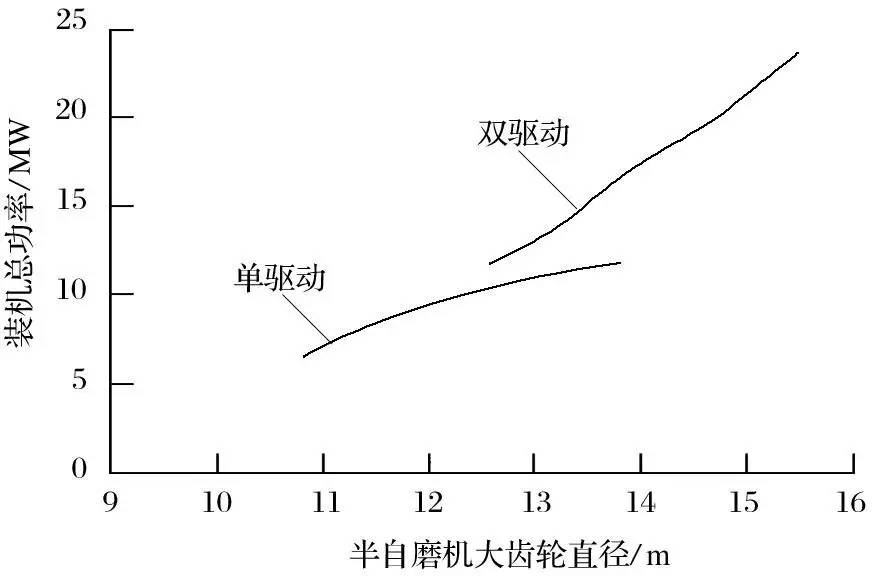
圖7 半自磨機大齒輪直徑和裝機功率
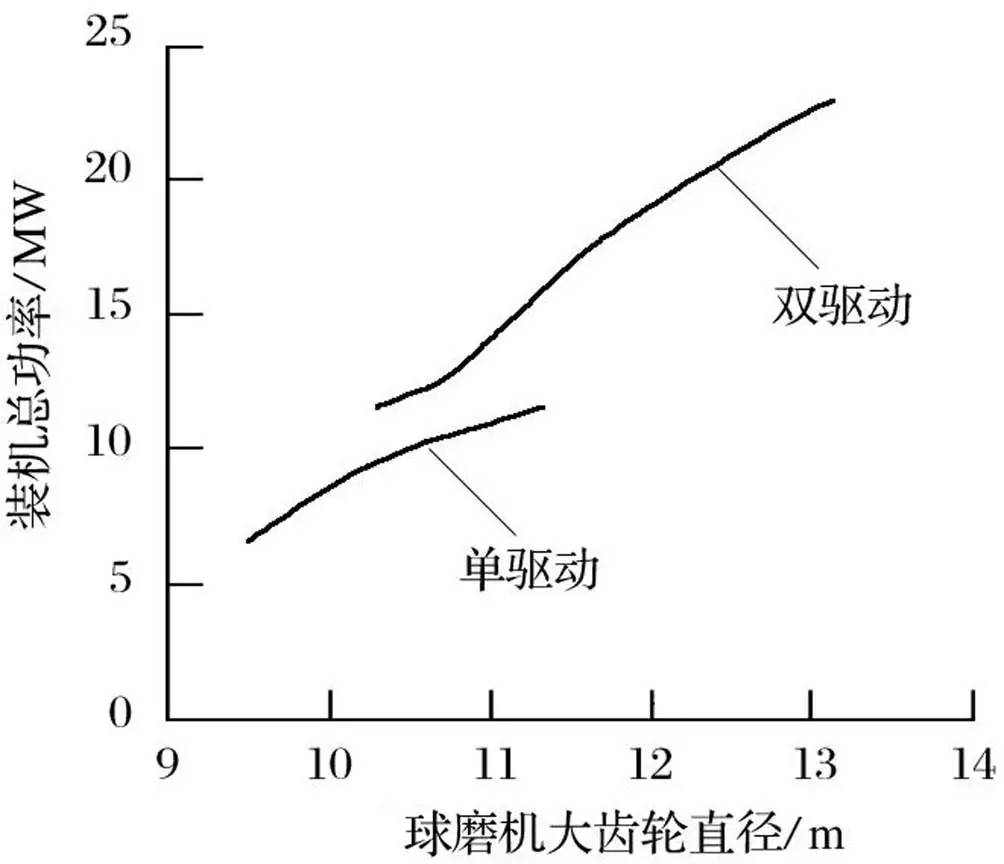
圖8 球磨機大齒輪直徑和裝機功率
隨著中信重工磨機大齒輪加工制造能力的不斷擴大,目前已經擁有制造直徑 16 m 以下、模數(shù)可達 45 的大型齒輪的能力。為滿足磨機的特大型化的發(fā)展,降低用戶的初期投資成本和設備的維護費用,中信重工已經設計出 23 MW 超大型齒輪傳動的磨機,齒輪質量達到 150 t,齒面最小硬度達到 HB300。磨機傳動部的主要參數(shù)如表 4 所示。
表4 23MW齒輪傳動 半自磨機 / 球磨機傳動部主要參數(shù)

4.2?齒輪設計國際標準的應用
中信重工的齒輪設計采用 AGMA 6114—A06—2006 設計標準進行計算。1968 年頒布的 AGMA 321.05—1970 標準,比較保守,沒有考慮精度等級,已使用 30 多年,但以此標準生產的齒輪從未出現(xiàn)失效。1988 年頒布的 AGMA 6004—F88 標準,引入精度等級, 按 Q8 精度等級計算,Q10 精度等級加工,按此標準生產的齒輪曾經出現(xiàn)過失效。新標準 AGMA 6114—2006 (公制) 的規(guī)定比老標準考慮的影響系數(shù)更全面,其計算結果介于 1970 和 1988 標準之間,已被多數(shù)公司認可。
4.3?磨機啟動和運行時的模態(tài)分析
大型磨機作為回轉運動設備,由于設備和地基基礎具有相近的固有頻率,且回轉運動的載荷較大,在設計時,必要對設備與基礎是否產生共振和較大的強迫振動進行檢驗。一旦發(fā)生類似振動,都會嚴重影響傳動系統(tǒng)的安全,甚至造成整個設備的破壞。如圖 9~10 所示,對磨機與地基基礎的整體結構進行動力學仿真,利用先進的三維軟件建立基礎與磨機的有限元模型,采用有限元分析軟件對其進行模態(tài)分析及瞬態(tài)響應分析,在基礎設計初期即給出合理的建議和意見,保證傳動系統(tǒng)的穩(wěn)定運行,從而提高齒輪傳動的運行壽命。
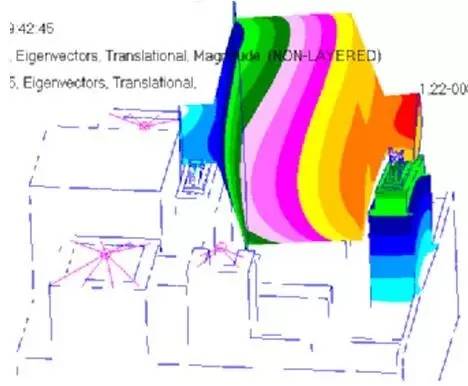
圖9 磨機運行時的模態(tài)振型
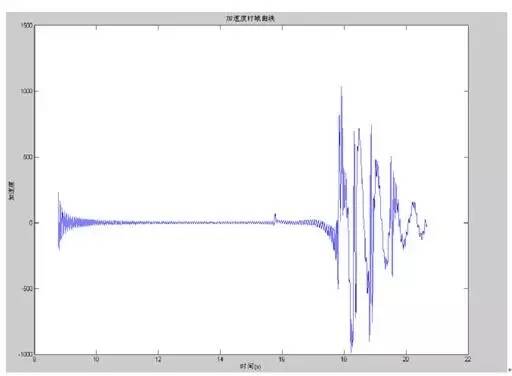
圖10磨機啟動時的振動加速度響應曲線
4.4?齒輪有限元分析
在大齒輪結構設計中,利用有限元分析來校核輪緣結構的合理性,評估大小齒輪的撓曲度。如圖 11~12 所示,中信重工磨機的大小齒輪均需進行有限元分析和修正。有限元分析過程中,載荷考慮磨機的實際運行過程中筒體的支撐作用,根據有限元分析結果確定大齒輪的合理結構,根據大小齒輪接觸應力的大小對小齒輪進行有針對性的修形,如圖 11 所示。
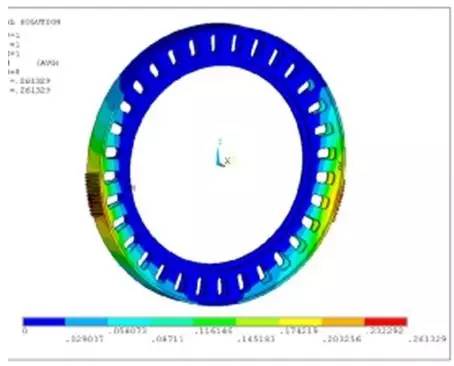
圖11 大齒輪模型有限元分析
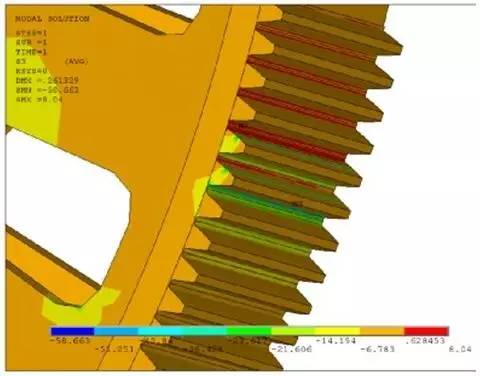
圖12 齒輪應力分析(放大顯示)
4.5?檢查和測試采用國際標準
中信重工每年要制造超過 100 套齒輪組,所有的制造過程 (包括鑄造、鍛造、熱處理、滲碳處理、機加工、滾齒及工廠裝配) 都在本公司完成,然后運至出口港。中信重工對所有主要部件進行檢查與測試。遵循美國試驗材料學會與國際標準化組織 (ASTM & ISO) 標準 ANSI/AGMA 2015 和 GB/T10095—2008,并擁有由無損探傷 (NDT) 與檢查監(jiān)督員組成的大型團隊,負責對所有的制造設備與零部件進行檢測。大齒輪精加工后,除上述常規(guī)檢查外,還在機床上進行大小齒輪對滾試驗,以檢驗合格的高精度小齒輪 (Q12 級,磨齒) 作為基準,檢查大小齒輪嚙合精度,在機床上修正,以完全達到設計要求,保證現(xiàn)場安裝要求。
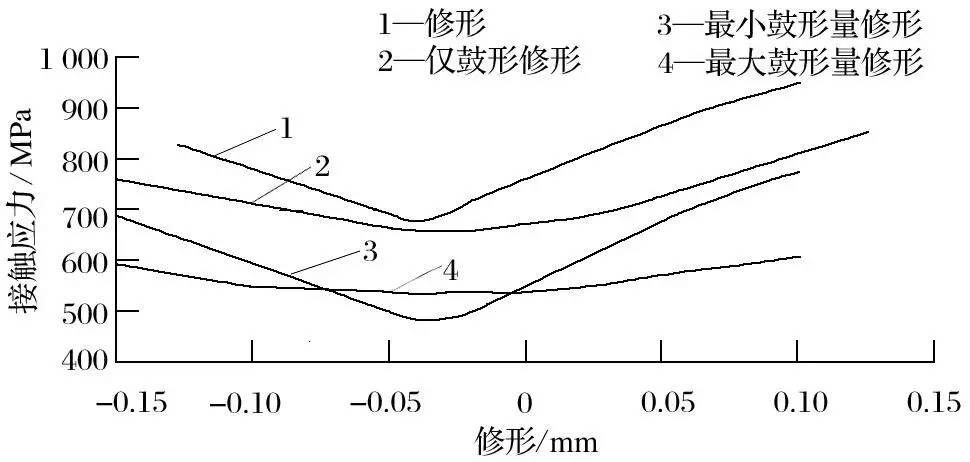
圖13 修形-接觸應力的變化

圖14 出廠前做大小齒輪對滾試驗
進行廠內預組裝試車的方式是最好的檢查方法,它模擬了現(xiàn)場安裝時的基本嚙合情況,更有利于提前發(fā)現(xiàn)加工中可能出現(xiàn)的問題。但廠內試車費用較高。因為大型磨機所有關鍵件均在本公司內生產,中信重工是世界上僅有幾個能夠做到在工廠內試車的供應商之一。
4.6?大型齒輪使用中的潤滑、維護和檢修
現(xiàn)場齒輪運轉時,潤滑至關重要,它決定了齒輪的使用壽命。不連續(xù)的噴霧潤滑可在磨機運轉期間粘附在齒面上,在 2 次加油的間隔內,形成一層抗擠壓和不被破壞的耐磨油膜,且要求齒根處無積油和硬化。
每次噴霧所用油量和間隔時間主要取決于大齒輪尺寸及所用油品。噴油最佳時間為大齒輪旋轉 2 周時。小齒輪齒面的溫度是其所受載荷的直接體現(xiàn),反映了小齒輪軸組的安裝調整情況。小齒輪沿齒寬方向溫度不同說明齒輪嚙合不佳,常發(fā)生在運行初期,其原因有:筒體變形導致大齒輪歪斜,基礎螺栓松動,基礎下沉等。如果小齒輪兩端溫差較大,必須對小齒輪進行再次調整。齒面溫度分布由安裝在齒輪罩上的紅外線溫度檢測裝置顯現(xiàn)。
另外,小齒輪軸承的震動監(jiān)測也能反映大小齒輪的嚙合情況,若超出正常給定值,則齒輪嚙合發(fā)生變化。對噴油系統(tǒng)和齒輪嚙合情況的定期檢查,可延長齒輪壽命。
5?結語
隨著磨機大型化的發(fā)展,對大規(guī)格齒輪的制造也提出了更高的要求,齒輪加工技術的日趨成熟促使磨機直徑不斷擴大。通過環(huán)形電動機和雙驅齒輪傳動的對比可知,雙驅齒輪傳動系統(tǒng)在大型磨機上的成功應用,以及齒輪傳動和環(huán)形電動機的優(yōu)越性,將會有更多市場應用。
中信重工設計制造的 17 MW 齒輪傳動礦用磨機已成功投產,正在研發(fā)的 23 MW 齒輪傳動大型礦用磨已經具備設計制造條件。根椐專業(yè)人士對世界各地 AG/SAG 的統(tǒng)計數(shù)據:如按總功率計算,到 2010年,環(huán)形電動機占 26%,其中功率> 23 MW 占 7%;功率 < 23 MW 占 19%,齒輪傳動占 74%,其中雙電動機驅動占 29%,單電動機占 45%。若齒輪傳動系統(tǒng)替代由環(huán)形電動機占有的部分份額,這將是大型磨機傳動系統(tǒng)的重大技術創(chuàng)新,也將給世界礦業(yè)帶來巨大的經濟效益。